Kreg Tool is one of many small tool manufacturers who produce a limited line of really excellent tools. It’s hard to say what they are best known for, but their pocket hole jig has revolutionized the way that cabinetry is made, providing a fast, easy and accurate way of making pocket holes, allowing wood framework, such as for cabinet facings and doors, to be easily and accurately connected together.
The idea of making pocket hole for connecting wood pieces together is nothing new. I have seen examples of pocket holes in furniture that is over 100 years old. But those examples were pieces made by highly skilled woodworkers. Moving forward in time, we can find examples of factory-made pieces, which use pocket holes. Even though I was not there for their manufacture, I am sure that those pocket holes were created through the use of custom-made jigs and tooling.
Before the time of jigs, master craftsmen would create pocket hole by drilling perpendicularly into the wood stock and then tilting their drill to make the pocket. Brad pointed drills were actually invented to make this process easier. I was taught it once, but must admit that I never mastered this skill.
The Kreg Pocket hole jig makes it possible for any woodworker to do what I didn’t succeed in doing by the “old ways.” The jig, which clamps to the workpiece, provides precise alignment for drilling the pocket hole into a piece of wood, so that it can be joined at a 90 degree angle to another, either in a T configuration or an L configuration.
Ok, so why would anyone do this?
There are three other methods to join such pieces: mortise and tenon, doweling, and biscuit joining. Both mortise and tenon and doweling are harder to master, with a greater chance of making errors. It’s also harder to make tight joinery with either of these methods, without considerable skill, which comes from considerable practice. Biscuits don’t actually produce accurate joints, because they sit loose in the slot cut by the biscuit joiner. The tightness of the joint comes from how well it is clamped together while the glue is drying.
On the other hand, the Kreg Pocket-hole jig makes it possible for woodworkers of moderate skill to do this work right, making tight joints, the first time. As long as the jig and drill are set up properly, it will produce clean, tight joints, every time.
What pocket joinery does is provide a hardware joint to replace mortise and tenon or doweling. In order to do this, it is necessary to insert the screw at an angle; which is the purpose of drilling the pocket hole. Producing a hole that is drilled at a shallow angle to the surface allows the screw to go through the bottom of the hole and into the adjoining piece, without coming out the side.
More than anything, the pocket hole jig provides bushings to guide the drill bit, as it makes the hole. The depth of the hole is critical and is controlled by attaching a collar to the drill bit. This collar is set to the exact distance necessary, so that the screw’s point will enter the second piece at the center of its thickness, a necessity for this sort of joinery.
Once the hole is drilled, round, ash head wood screw are inserted, holding the pieces together. These are usually driven with a square drive for maximum contact between the bit and the fastener. The wide thread of the wood screw is designed to dig deeply into the wood grain, providing excellent holding power.
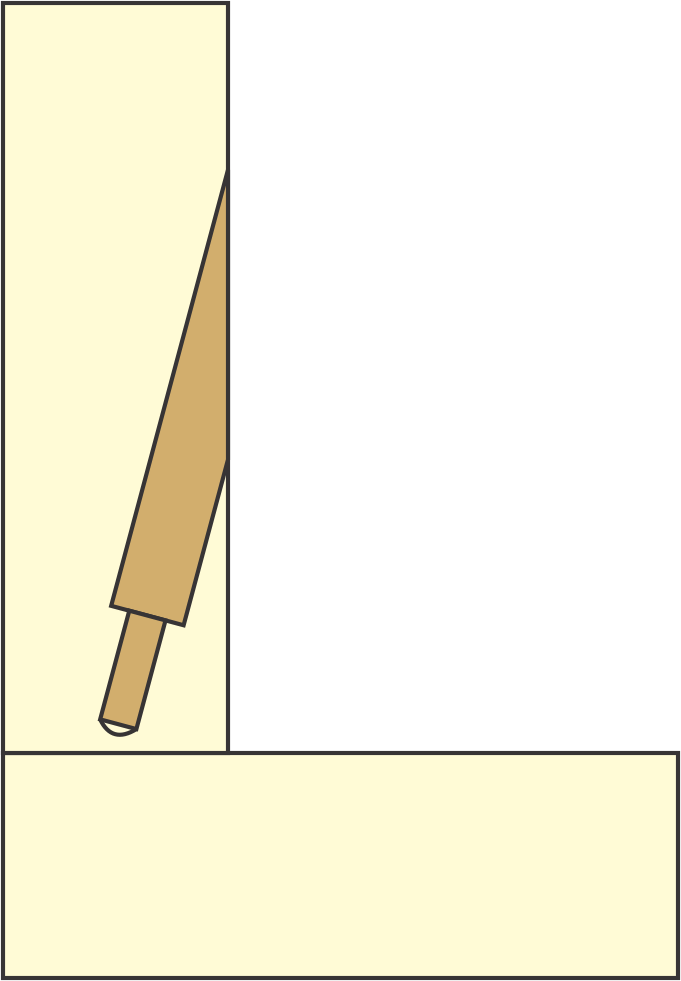
Kreg jig – pocket hole
The diagram above shows a pocket hole drilled into one piece of ¾” wood, in preparation for attaching it to a second piece at a right angle. The same sort of hole can be used when connecting two pieces together flat, whether laminating pieces for a tabletop or making a cabinet door frame.
When making cabinet door frames, it is common to use pairs of fasteners at each of the corners. This provides a solid joint between the two pieces, preventing them from twisting in regards to one another.
Building a Cabinet Door with Pocket Hole
Any cabinet door that is not made of a single solid piece, as is done with some modern styles, consists of a frame, made of four pieces and a panel. The upper rail might be curved, depending on the style of the cabinet door being made and the panel might be raised if that is what is desired. But in all cases, the same five pieces of wood are used.
Solid panel “European” doors are not made with this same construction; but that isn’t what we are referring to here. Those doors are designed to cover the entire cabinet face, where the more typical doors only overhang the cabinet face ½ inch, leaving some of the facing showing.
Typically the cabinet is built first, so that the openings in the cabinet face can be measured for the doors. With a ½” overhang, the doors will be one inch taller and one inch wider than the measured opening. So, the vertical stiles need to be cut one inch longer than the height of the opening. The horizontal rails, on the other hand, are cut shorter, to account for the thickness of the stiles.
Kreg jig – rails stiles
To calculate the length of the stiles, start as for the rails, adding one inch to the opening. Then subtract double the rail width from that, to account for the two rails. This will give you the perfect dimension for the stiles.
With the rails and stiles cut to length, the pocket hole are drilled into the stiles. There are several different models of Kreg Pocket-Hole jigs, some of which come with built-in clamp and some which do not. It will be necessary to read the instructions for the jib purchased, in order to fully understand how to clamp it. The clamp may or may not be provided with the jig, depending on the model.
Since there is no alignment necessary between these hole and the rails, as there would be with doweling or a mortise, the location of the pocket holes isn’t critical. However, the jig must be set up properly on the workpiece, so that the bottom end of the hole aligns with the center of the board. For ¾” thick stock, this is accomplished by aligning the end of the jig with the end of the board when clamp them together. For working with ½” thick stock, the jig would be positioned ¼” beyond the end of the board being drilled and for 1-1/2” thick stock it would be positioned 1-1/4” back from the edge. However, almost all cabinet door frames are made from ¾” thick stock.
The special stepped drill bit that is used with the Kreg Pocket hole jig needs to have the depth stop attached. For 3/4” thick stock, this should be 3-1/2” from the step in the drill bit. For ½” thick stock, it should be 3-5/16” and for 1-1/2” thick stock, position it 4-1/4” from the step.
Material Thickness
Position Jig
Position Drill Stop
½”
¼” overhang
3-5/16”
¾”
Flush with end
3-1/2”
1 ½”
1-1/4” back from edge
4-1/4”
It is recommended to use a corded drill that turns at a minimum of 2,000 RPM to drill the hole into the wood, as a lot of torque is required. Not all cordless drills have enough torque to drill the hole. Go all the way to the stop. Most Kreg Pocket Hole jigs allow for two to three holes to be drilled, side by side.
With the hole drilled in both stiles, the rail and stile can be connected together to form the first corner. Even though gluing into end grain is not normally recommended, it is a good idea to do so in this case. Glue the end grain and then set it in place, face side down and aligned perfectly with the surface and edge of the rail. Clamp it in place, then drive the screws all the way in with an impact driver.
Repeat this procedure for each of the corner. The screw should pull the joints in tight, giving perfect joints every time, as long as the material is properly aligned and tightened.
With the frame connected together, there is no need to wait for the glue to dry before continuing. The screws are acting as both the clamping system and fasteners, keeping the frame together. Place it face down on the workbench surface and rout out the rabbet on the inside back of the frame, for the panel to set into. Use a bearing on the bit, so as to align the cut with the edge of the frame. With most designs, this would be ½” deep and ¼ to ½” wide. The corners will need to be cleaned up with a chisel, as the router bit will leave them rounded.
If the edges of the door are to be sculpted in any way, either on the inside or outside of the frame, they should be cut with the router at this time. Make the cut in several passes, only taking off a small amount of material each pass, especially when cutting across the grain. Allow the final pass to be minimal, so as to smooth out the surface of the cut.
For a flat panel, cut the panel out of 1/4” thick cabinet grade plywood, to fit in this opening, making it 1/8” shorter and narrower than the routed rabbet to allow for expansion during times of high humidity. If raised panels are to be used, then they should be the same size, with the edges ¼” thick. Also cut 1/2” x 1/4” strips of the same material that the door frame is made out of, to hold the panel in place.
Set the door panel into the rabbet so that there is 1/16” of space all the way around. Then set the strips over the edges of the panel, nailing them into place with 5/8” brads, through the edges of the panel and into the frame. Take care to ensure that the nails do not come through the other side. No glue needs to be used.
Related Posts:
Sliding Cabinet Doors, Easy Guide by Admin June 7, 2023 DIY Sliding cabinet doors aren't used much in modern cabinetry, but they were a big part of mid-century modern furniture and cabinetry. With the resurgence of…
Paracord Bracelet Jig by Admin May 3, 2021 More About The paracord bracelet has become somewhat symbolic of the prepping and survival movement, often referred to as a “survival bracelet.” One might wonder why it…
Oven Base Cabinet by Admin October 16, 2021 Installing One of the key features of any kitchen is a range. In most kitchens, this means a combination stovetop and oven, built together into a…